我们的上海喷砂加工厂厂家实力大视频现已上线,解锁产品新视界,视频带你一探究竟!
以下是:株洲攸县上海喷砂加工厂厂家实力大的图文介绍

首饰的喷砂工艺
现在很多首饰已经不再是亮晶晶一片了,其中不少具有质感的粗糙表面,这就是首饰加工中的喷砂工艺。喷砂工艺是将金属首饰件,按设计要求局部喷砂面,使金属首饰的抛光面形成鲜明对比,来增强首饰的线条艺术美感。
喷吵工艺分两种:一是干砂,二是水砂。
一、株洲攸县同城喷砂所需主要工具:
①喷砂机;
②空气压缩机;
③金刚砂(石英砂);
④防护胶纸或防护蜡;
二、株洲攸县同城操作步骤:
1、株洲攸县同城将抛光并清洗后的首饰件所不需要喷砂的部位用防护蜡或防护胶纸封上作保护。贴防护胶纸或点防护蜡时,线条要流畅、株洲攸县同城整齐。
2、株洲攸县同城按要求挑选适当粗细的金刚砂,放在喷砂机内。然后调试所需要的空气压力。
3、株洲攸县同城手持首饰坏件,将需要喷砂的部位放入喷砂机内,对准喷砂机出砂口,打开气压阀门,金刚砂通过空气压力喷在金属首饰件上,喷到符合要求为止。喷砂位的置要求完整、株洲攸县同城均匀,以便达到效果.


在喷砂机工作之前,应该做好相应的准备工作及保护措施.具体内容,喷砂机的技术人员帮大家整理了一些,可供大家参考:
当喷砂机工作时,果空气的压力在5-6公斤/厘米2下,砂粒直径为1.5毫米,比较合理的喷射角度为45-60°,喷嘴至加工面 距离为120-150毫米.实际操作时应视工作压力与所处理表面锈蚀的情况,适当控制距离,但一般近不小于80毫米,喷射角不小于30%.总之经过喷砂机处理后的金属表面要求显出均匀一致的金属本色,并应除净铁锈和其他附着物,保持表面的干燥和洁净.一般在喷砂处理后8小时,就一定得涂刷表面保护层,以防止工件再生锈,在潮湿天气和地区,更应及时涂刷表面保护层,以保证防腐施工的



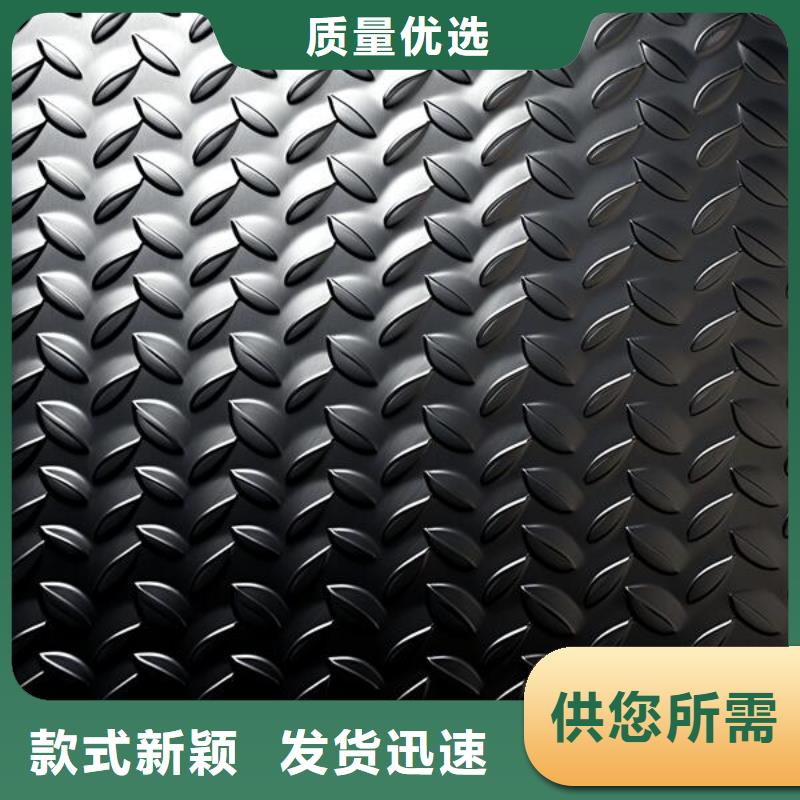
喷砂除锈法
喷砂法除锈是利用压缩空气,把一定粒度的砂子通过喷枪喷在零件锈蚀的表面上,不仅除锈快,还可为涂装、株洲攸县附近喷涂、株洲攸县附近电镀等工艺做好表面准备,经喷砂处理的表面可达到干净的、株洲攸县附近有一定粗糙度的表面要求,从而提高复盖层与零件的结合力.
常用的喷砂除锈方法有干法喷砂、株洲攸县附近湿法喷砂、株洲攸县附近无尘喷砂和高压水喷砂等.干法喷砂尘土大,有碍环保,危害;湿法虽无粉尘,但水分会使表面再度生锈.防止的办法是在水中加入1%~15%的防锈剂(磷酸三钠、株洲攸县附近碳酸钠、株洲攸县附近亚硝酸钠等)和乳化剂或肥皂水,使其表面在短时期内不再生锈,然后再涂保养底漆.无尘喷砂是将加砂、株洲攸县附近喷砂和集砂回收等在一密闭系统里连续循环进行,以免粉尘飞扬.高压水喷砂主要用于大面积除锈,如船体、株洲攸县附近油舱、株洲攸县附近油罐、株洲攸县附近锅炉等,水中也常加入钝化剂和肥皂水.
抛丸或喷砂除锈
1、株洲攸县附近除锈质量等级要求
①所有待涂水性无机富锌涂料的钢材表面,必须抛丸或喷砂达到ISO8501-1(GB8923-88)Sa2.5级要求.
②局部修补涂层时,钢材表面必须打磨至ISO8501-1(GB8923-88)St3级.
2、株洲攸县附近表面粗糙度要求:表面粗糙度要求控制在35~65μm范围内.
3、株洲攸县附近磨料
①为确保抛丸或喷吵后钢材表面达到规定的清洁度和表面粗糙度,使用棱角状或圆珠状的粒度为0.3-0.8mm的不锈钢砂.
②所用磨料应是清洁干燥的,不可被有机物沾污.
4、株洲攸县附近压缩空气:喷砂用压缩空气,压力应不低于0.5Mpa.


表面喷砂处理(元开)机械设备(攸县分公司)成立十余年,始终将“创新、质量、诚信、服务”作为企业矢志不渝的发展宗旨。不断研制开发 铝制品喷砂加工厂产品,为用户提供成熟稳定的行业解决方案。主要技术人员均有5年以上研发经验,具备丰富的实践经验和项目设计能力。并与高校和科研机构联合,组成一支多专业的研发团队,为公司的 铝制品喷砂加工厂产品创新和稳定发展提供了持续的能量。






 扫一扫
扫一扫