201不锈钢复合管不锈钢复合管护栏正规厂家产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:201不锈钢复合管不锈钢复合管护栏正规厂家的图文介绍
鑫海达不锈钢复合管生产制造厂家有限公司为了赢得更多企业的信赖与好评,我们还在积j i的引进新的【北京不锈钢复合管】生产设备与技术,争取能够为更多的消费者所服务。如今我们也建立了完善的售前售后服务体系,来为其企业在施工中遇到问题和困难进行指导与帮助。 我公司自成立之初,就以“值得信任的【北京不锈钢复合管】产品质量,高效的工作效率,优质的服务水平”来服务于广大客户,用好的【北京不锈钢复合管】产品,z u i完善的服务来回馈客户对我们的信任。而我们也愿与各界成功人士一起携手明天。



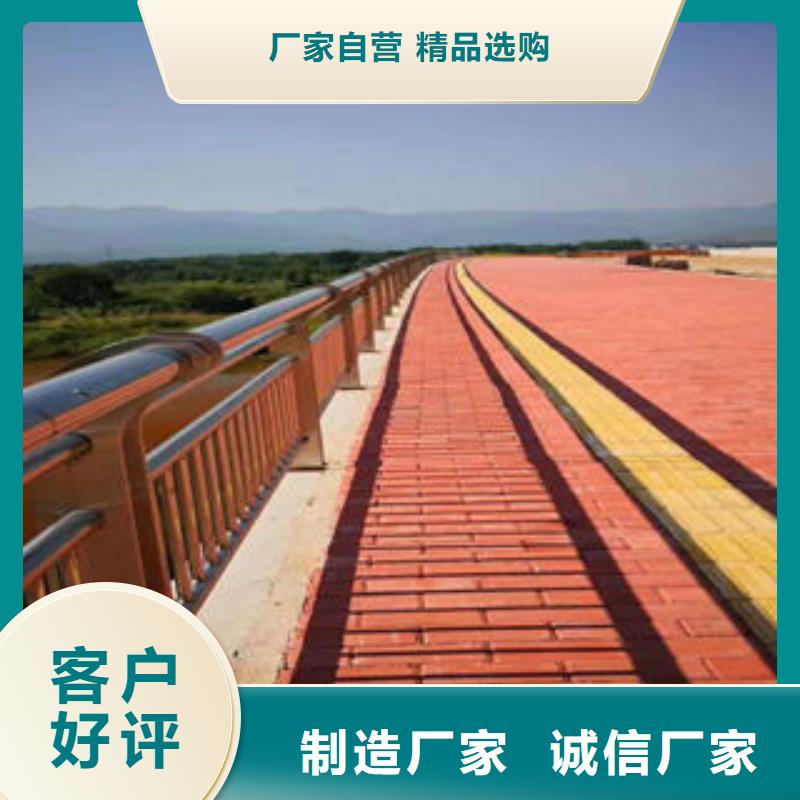
桥梁护栏形式的选择,首先应根据公路等级,综合考虑其安全性、协调性、需防护对象的特性及现场几何条件等因素确定防撞等级,然后再根据本身结构、经济性以及施工和养护维修等因素进行构造形式的选择。其埋置方式有立柱直接埋入式、法兰盘连接式和通过传力钢筋把桥梁护栏和桥面板浇注成一体三种方式,条件许可时,可采用抽换式护栏。
为什么要对不锈钢焊管进行固溶处理在不锈钢焊管的生产过程中,有一道工序非常的重要,那就是——固溶处理。固溶处理是指将合金加热到高温单相区恒温保持,使过剩相充分溶解到固溶体中后快速冷却,以得到过饱和固溶体的热处理工艺。那么为什么要对不锈钢焊管进行固溶处理,它有何作用呢?不锈钢焊管通过固溶处理来软化,一般将不锈钢焊管加热到950~1150℃左右,保温一段时间,使碳化物和各种合金元素充分均匀地溶解于奥氏体中,然后快速淬水冷却,碳及其它合金元素来不及析出,获得纯奥氏体组织。
使焊接钢管组织和成分均匀一致,这对原料尤其重要,因为热轧线材各段的轧制温度和冷却速度不一样,造成组织结构不一致。在高温下原子活动加剧,σ相溶解,化学成分趋于均匀,快速冷却后就获得均匀的单相组织。消除加工硬化,以利于继续冷加工。通过固溶处理,歪扭的晶格恢复,伸长和破碎的晶粒重新结晶,内应力消除,钢管抗拉强度下降,伸长率上升。
恢复不锈钢焊接固有的耐蚀性能。由于冷加工造成碳化物析出,晶格缺陷,使不锈钢耐蚀性能下降,而固溶处理后不锈钢焊管的耐蚀性能恢复到好状态。经过固溶处理的不锈钢焊管,其各方面性能才能达到状态,因此固溶处理对不锈钢焊管而言非常重要。所有不锈钢冷加工实际上像焊接一样,都会给不锈钢钢管的性能,尤其是耐蚀或耐热性能带来不可避免的损害。不锈钢特别是奥氏体不锈钢具有优良的塑性,使得诸如冷拔、冷轧、冷滚轧、冷弯、冷胀、冷扭曲等冷加工方式很容易实现,
不进行固溶处理会出现以下具体情况。会导致材料晶格位错等观缺陷和表面粗糙度的增加,并诱发马氏体相变及碳化物的析出。如冷加工后奥氏体钢呈现出磁性增加现象。导致材料晶格位错或相变发生在表面,就会成为孔蚀等局部腐蚀的始发位置。这种现象在变形程度达到20%减断面率时会出现直接不良影响。冷加工以后将在材料中留下残余应力,残余应力对材料的抗应力腐蚀开裂(scc)极为不利。
任何程度的冷加工对会使材料的scc敏感性大增 冷加工程度对奥氏体不锈钢的高温持久强度也有不良影响。一般工作温度越高或断裂寿命要求越高,允许的冷加工程度也越低。对于承受交变载荷的不锈钢钢管应用,冷加工会因伸长率和剩余伸长率降低使其开裂扩展速率上升而造成不利影响。综上所述,不锈钢焊管必须进行固溶和光亮处理,以保证不锈钢焊管达到耐腐蚀性能和防止奥氏体碳化物析出。



然后再一次做下记号,然后再回到第一个记号的位置,测量出这个记号距离公路边缘的距离,接着测出第二根立柱到公路的距离,确保两个立柱到公路的距离相同,这样安装出的网片就会比较直挺,只要按照这个方法安装,安装好的护栏网肯定非常稳定美观。
安装需求的相互搭配 :经常使用的护栏网立柱主要有这样几种:圆形钢管立柱、方形钢管立柱、桃形立柱、荷兰柱、牛栏网立柱几种,每一种都有着使用局限性,常与一种或是多种护栏网搭配使用,而这种搭配都是充分考虑到其便利性、实用性、经济性而设计的,所以比较固定。在选择好立柱后还要看是预埋安装还是法兰盘安装,安装方式不同所使用的立柱也不同,预埋安装就要考虑预埋深度(一般30公分),所使用的立柱一般比护栏网高出30-40公分;法兰盘安装就要选购带法兰盘的立柱,打膨胀螺栓固定。
另外,顶部有角度的护栏网其立柱也要带有相同角度。圆形钢管立柱:圆形立柱也有区别,也要看配合什么护栏网使用。勾花网护栏使用的立柱就是一种专用的类型,只适用于勾花网这种护栏,这与它的安装方式有关;双边护栏网或框架护栏网使用的立柱一般是带角度的48mm钢管立柱,有时也不带角度,这要看护栏网带不带角度;双圈护栏网或是其他厂区(仓库)隔离网也经常使用圆形的不带角度的圆形48mm立柱。
方形钢管立柱:方形的立柱应用较之圆形立柱要少些,经常应用在公共场合、工厂车间隔离等处,立柱以5*5cm左右的规格居多,壁厚一般都在2.0mm以上,对质量要求较高,一般也配合较重型的护栏网使用。桃形柱:目前桃形柱是专为三角折弯护栏网设计使用的一种护栏网,它的安装比较特殊,配合三角折弯护栏网推进式安装,属于专款专用。荷兰柱:荷兰柱也是一款专用的立柱,配合荷兰网使用,采用专用菱形卡扣连接立柱和护栏网,达到防盗的效果。它的高度也是比较固定和多样化的,主要高度有:1.2米、1.5米、1.8米、2米、2.1米、2.3米几种,厚度0.6mm-1.2mm比较常见,顶部有塑料防雨帽,安装是需要采用专用工具,在购买时需向厂家索要。



什么是不锈钢碳素钢复合管?不锈钢碳素钢复合管由两种金属材料复合而成,不锈钢和碳钢金属材料采用无损压力同步复合材料,无论是不锈钢腐蚀耐磨性和美丽的外表,以及碳钢良好的抗弯强度和抗冲击性。符合国家节能和普遍原则。中国的不锈钢碳素钢复合管国家标准于2002年正式颁布,不锈钢碳素钢复合管的执行标准是GB/T18704-2002。
不锈钢碳素钢复合管从材料选择,质量检验等,都有一套严格的管理,因为外观优美,价格低廉等优点,目前广泛用于桥梁栏杆、装饰、汽车配件、输送辊、纺织机械配件、等领域。生产双金属复合管的工艺流程:生产制造出来的双金属复合管的工作原理:首先外基管负责承受压力和管道刚性支撑的作用,内衬管的主要作用是耐腐蚀。
双金属复合管的外层管可以根据要求的介质流量和压力,选择不同的尺寸和厚度的碳素钢管。热镀锌钢管、直缝焊管、螺旋管、低中压流体输送用无缝钢管,高压锅炉、石油裂化管、线管等。从20 -1020毫米直径,壁厚从2.5到50毫米。内衬管道可以运输根据介质的化学成分,选择不同的抗腐蚀合金材质。
可以选择奥氏体不锈钢304、304L、316、316L、铜基合金、镍基合金、哈氏合金、钛、钛合金、双相不锈钢和其他新的高耐蚀合金材料。内衬管的厚度可以根据要求的使用寿命和焊接过程从0.3 - 4毫米。不锈钢碳素钢复合管重量计算方式。不锈钢碳素钢复合管重量计算方式是什么?不锈钢碳素钢复合管由不锈钢复合管以及碳素钢管复合而成.
计算的时候分开计算,因为不锈钢复合管与碳素钢管的密度不一样,假如不锈钢复合管的复合层较薄,也可以不用考虑不锈钢复合管的密度,直接按照碳素钢钢管的规范计算重量,假如规划设计中的不锈钢层厚度较大的情况下,就按照GB/T18704标准的重量计算。
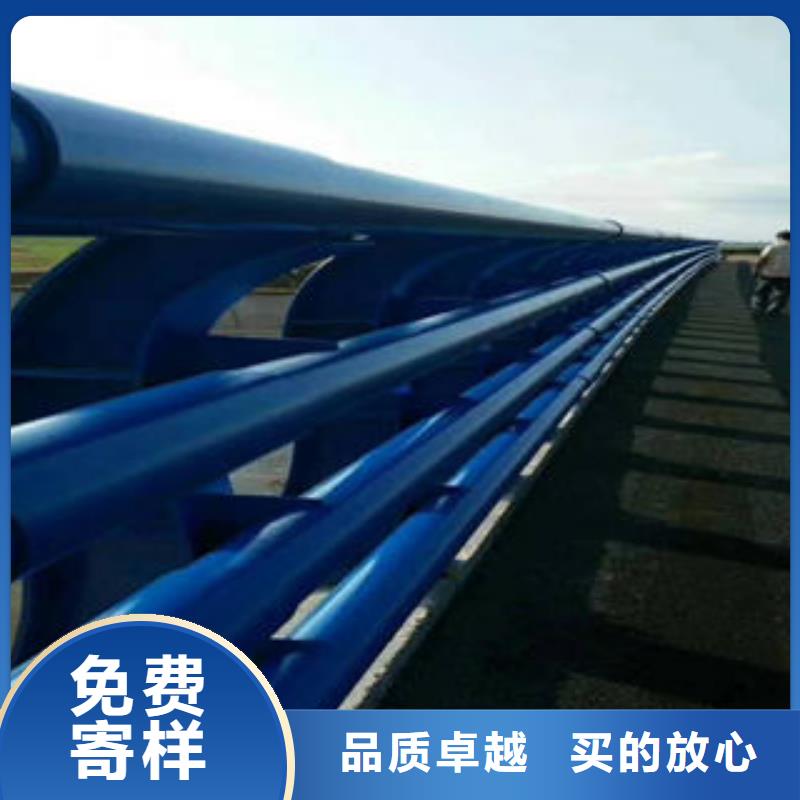
不锈钢复合管护栏、不锈钢护栏技术特点 经过不同的抛光工艺,形成镜光、亚光、拉丝表面等现代工业化加工的装饰效果不锈钢复合管栏杆,而且不锈钢在冷加工、热加工、焊接等方面都具有良好的物理性能。高端的不锈钢护栏构配件采用的是不锈钢材质制作,有着超强的机械性能和优越的耐腐蚀性能,使得产品具有良好的抗水平荷载性能、抗垂直荷载性能、抗软重物撞击性能。不锈钢复合管复合管在储存的时候应该注意哪些问题;首先就是不锈钢复合管复合管在保存的时候一定要避免和有腐蚀作用的化学品放在一起,如果泄露的话就会对不锈钢复合管复合管产生侵蚀和破坏。不锈钢复合管复合管在储存的时候也应该避免长时间浸在水里,不锈钢复合管的锈蚀非常慢但如果时间与水接触还是会影响到质量。



领先国内首创、科技含量高、具有专业水准的市政交通护栏,它具备分隔功能、阻拦功能、警示功能、导向功能、美观功能。标识醒目、警示导向、安全可靠、抗腐耐蚀、安装维修方便的高品质公路护栏不仅可以在“畅通工程”、“平安大道”等城市交通建设中起到维护交通秩序、保障交通安全;而且可以为亮丽市容市貌起到画龙点睛的作用,使城市形象增加一道亮丽的都市风景线,提升城市文明程度,从而提高城市品味及综合竞争力。
铁艺栏杆制作:工艺流程 施工准备—放样—下料—焊接安装一打磨—焊缝检查—酸洗除锈—整体热浸镀锌(室外栏杆)、整体冷镀锌(室内栏杆)—补腻子并打磨—静电粉末喷涂—检验合格出厂—运输到现场—安装一实施成品保护措施;施工准备包括:图纸、材料和施工工具的准备;施工前应先进行现场放样,并精确计算出各种杆件的长度。按照各种杆件的长度准确进行下料,其构件下料长度允许偏差为1 mm 。
焊接安装 :焊接时应根据焊接材料选择合适的焊接工艺,焊条直径,焊接电流,焊接速度等,通过焊接工艺试验验证。焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则应选择三氯代乙烯、苯、汽油、中性洗涤剂或其它化学用不锈钢丝细毛刷进行刷洗,必要时可用角磨机进行打磨,磨出金属表面后再进行焊接。焊接时构件之间的焊点应牢固,焊缝应饱满,焊缝金属表面的焊波应均匀,不得有裂纹、夹渣、焊瘤、烧穿、弧坑和针状气孔等缺陷,焊接区不得有飞溅物。
焊渣,用钢丝轮钢材表面锈蚀;杆件焊接组装完成后,对于无明显凹痕或凸出较大焊珠的焊缝,可直接进行抛光。对于有凹凸渣滓或较大焊珠的焊缝则应用角磨机进行打磨,磨平后再进行抛光。抛光后必须使外观光洁、平顺、无明显的焊接痕迹。对材料接口缝隙和材料表面缺陷但不影响机械强度,无法用焊接工艺处理的采用环城树脂腻子弥补。金属表面油漆及防锈要求:生铁表面整体冷镀锌处理;表面喷2 遍底漆处理,2遍面漆。喷涂厚度均匀,无淋挂、起皱或起色,色泽均匀,与样板核对一致。成品表面干净,无砂浆、油污污染。制作工艺技术要求:所有构件下料应保证准确,构件长度允许偏差为1mm。





 扫一扫
扫一扫